Autumn downtime is complete.. 👍👨🔧
Autumn downtime is complete.. 👍👨🔧
Senior designer Vesa Hartikainen, who studied mechanical engineering, has designed all kinds of projects throughout his career, from production lines to workpiece positioners and products of various sizes.
Hartikainen describes his work at Simetek as fun and challenging. He has interesting projects on his desk, focusing mostly on heavy steel structures and material conveying. Smaller projects occasionally add some nice variation to his work.
“During design, we strive to make sure that manufacturing and installing the project will be as easy as possible,” says Hartikainen.
Simetek has a great atmosphere
When a project begins, first we look at the initial information, and if we don’t have enough, then we chart more. If necessary, Hartikainen will also a visit a site if it is the only way to obtain the required information. There are lots of projects in which we use laser scanning data.
One of the most interesting projects for Hartikainen was the train carriage unloading station at Mussalo harbour. It was the first major project at Simetek that Hartikainen participated in.
“I also discuss design work with my colleagues, they are easy to talk with. It’s fine to give comments here, and sometimes you get them without asking,” laughs Hartikainen. That’s good – that’s how it should be. There’s a great atmosphere at Simetek, I haven’t noticed any issues.
Hartikainen is familiar with automation solutions
At his previous jobs, Hartikainen mainly designed automation solutions and products for maintenance needs. He became particularly familiar with production automation at Servicepoint, Tech Point, and as an in-house worker at JOT Automation, where Hartikainen worked through Etteplan and Sweco. There he designed assembly lines for the mobile phone and pharmaceutical industries.
At the age of 50, Hartikainen enjoys fishing in both summer and winter. He likes to compete in Simetek’s annual fishing competitions for employees.
“Last year I caught a few kilos of pike-perch and perch from Kallavesi lake,” he says.
Hartikainen has a wife and two children, a girl and a boy.
.
We fired up our trusty barbecue and grilled traditional midsummer sausages for the whole team! 🔥🔥🔥😋 We would like to wish everyone a relaxed and sunny midsummer! 😎☀️

The weight of a single truck bed is around 40 tonnes. The delivery included the assembly of 11 truck beds.
Watch the video below to see how we assembly welded the truck bed:
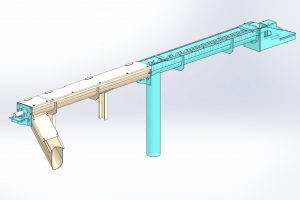
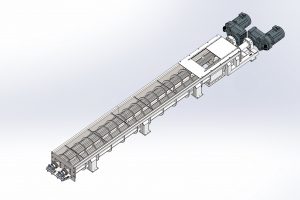
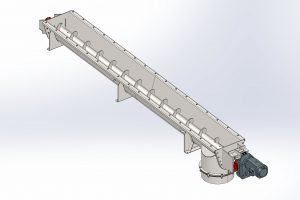
Screw conveyors are suitable for moving, feeding, portioning, mixing, crushing, or dispersing different kinds of materials. Simetek manufactures screw conveyors for the mining and pulp industries and energy plants in particular, but smaller deliveries are possible.

Conveyors can be used to move e.g. grains, rocky materials, lime, wood chips, ash, and peat. The conveyors’ closed structure means that food or animal feed industry materials are not easily contaminated.
“Screw conveyors are usually used to transport materials distances from a few metres up to dozens of metres. They can also be connected to one another to lengthen the transport distance,” says Simetek’s design manager Pasi Knuuttila.
Screw conveyors require machining
Screw conveyors that separate and mix are used to separate and mix e.g. peat and various food ingredients. The most challenging type of conveyors to manufacture are carrot-shaped screw conveyors used at the bottom of silos.
Typically, the rope gaskets, bearings, and gearbox of a screw conveyor need machining. In some cases, the screw blade diameter is machined to a tolerated measurement. It can take weeks to machine a large screw conveyor.
“Manufacturing must ensure that the screw blade is straight so that it doesn’t hit the frame when it rotates inside the pipe. The components with more stringent requirements are machined so that they are straight after welding,” says Knuuttila.
The parts of the screw conveyor that mix can comprise screw blades or e.g. paddles that intersect inwards and mix the material to be conveyed. Mixing paddles were used in e.g. a paste mixer Simetek delivered to Agnico Eagle.
Wear caused by the conveyed material must be considered

Screw conveyors are made from structural steel (S355) and stainless, acid-resistant, armour, and wear and abrasion-resistant steel. When choosing a material, the properties of the conveyed material must be accounted for with regard to e.g. wear and corrosion. Corrosion is affected by temperature and PH value.
If the material to be handled causes mechanical wear, the blades of the screw can be improved by using wear and abrasion-resistant steel, armour steel, or a coating.
Simetek also refurbishes old screw conveyors. In such cases, the conveyor is disassembled and its condition is inspected. A cost estimate is drawn up for refurbishment of the conveyor.
“The conveyor is refurbished in accordance with the customer’s wishes: we can replace components or manufacture an entirely new screw conveyor,” explains Knuuttila.


Agnico Eagle Finland Oy’s Kittilä mine has already produced more than two million ounces of gold. It is Europe’s largest gold mine. Simetek Works Oy implemented a continuous-feed mixer to meet the Kittilä mine’s needs.
It is a concrete mixer that mixes cement, water, and tailings into concrete. The end product is pumped underground to fill the excavations. The original concrete mixer had become worn and was practically at the end of its service life, so Agnico Eagle decided to replace it.
“We turned to Simetek because they have design and manufacture under the same roof. Simetek also has experience with mining industry projects, so we considered it to be a reliable partner who would be able to design and manufacture the device,” says maintenance manager Kimmo Haatainen from Agnico Eagle.
The rotation of the mixer paddles was carefully adjusted
The mixer was made from stainless steel (AISI 304) which required an experienced welder to work with such a large piece of metal. Steel and iron bend a certain amount when exposed to heat. The distortion in stainless steel is even greater.
“We learnt more about managing the distortion in connection with this project,” says design manager Pasi Knuuttila from Simetek.
One challenge of design was the rotation of the mixer paddles. Each rotation had to be separately adjusted to make sure that the paddles do not hit each other. The decision was made to use a special gearbox in the mixer, with axles that rotate at exactly the same speed but in opposite directions. The paddles were placed on the axles such that opposite axles were mirror images of one another. The paddles are meant to mix water, cement and tailings, and to push the concrete through the machine.
The mechanical engineering of the mixer took hundreds of hours to ensure that everything worked flawlessly. Design began in February 2020, and the machine was installed at the Kittilä mine two years later in February 2022. Before design, the area was laser scanned so that the inlet and outlet connection pipes could be connected without any major changes.
“We designed, manufactured and installed the same kind of mixer that they had before, but an improved version,” says Knuuttila.
A unique gearbox solution
The old concrete mixer’s reduction gear was poor, and there was room for improvement in sealing the axle in particular. In addition, the mixer’s bearings could no longer withstand any load. A poor splitter also meant that the old mixer didn’t work as it should have. The seal was improved with a rope gasket, which required specialist expertise to implement.
The old gearbox was replaced with a special gearbox that was purpose-manufactured. The new gearbox, which no longer has a reduction gear, was also placed further away from the axles and has a better seal thanks to the rope gaskets. The gearbox was dimensioned, designed, and manufactured in collaboration with SEW.
“The solution is unique, as both axles are connected to the same gearbox. The box sticks onto the entire mixer like glue, so that’s why it was so important to adjust it. Success required seamless collaboration from the design, manufacturing, assembly and installation teams, or it would not have been possible to even get the gearbox into place,” says maintenance engineer Ringo Markkanen from Simetek.
Simetek made future maintenance work easier by manufacturing steel-structured CE-approved maintenance balconies around the mixer, and also made the maintenance door bigger. The maintenance balconies could also be used to install the mixer.
Installation was planned in advance
Markkanen says that the assembly of the mixer sometimes required problem-solving skills. They overcame the challenges well. “All in all, this is an interesting overall solution, where everything affects everything else, and the unit had to also be watertight,” explains Markkanen.
Before installation work, Markkanen and Simetek’s project manager Ville Kinnunen went to check for any problematic areas at the Kittilä mine. Installation required the installation team to have expertise in switch alignment and welding. Good communication skills were also important, as installation also involved challenging lifting and hauling work, which had to be carried out fully as group work.
“Work was made easier because the design and installation teams were in close contact right from the design phase and considered lifting points and ways to implement the different work phases,” says Kinnunen.
One foreman and four engineers worked on the installation. The entire project, including preparation work, was completed in just under two weeks. The customer had organised a good environment for installation work.
Knuuttila says it was a pleasure to work with Agnico Eagle. Collaboration went well right from the start of the project, and we always received the information we needed. The customer agrees.
“Collaboration with Simetek was simple and the communication was good. The implementation of the entire project went very well. No complaints here. I’m very satisfied with the result,” says Haatainen from Agnico Eagle.
Simetek Works Oy’s founder Kari Roivainen found himself unemployed after his fixed-term employment as a maintenance manager at Kemira Oy, now Yara Suomi, ended as a result of the recession in the 1990s. Roivainen decided to set up his own company as a man with a toolbox, and began to carry out maintenance jobs at industrial and power plants. At first, his company operated under the name Asennuspalvelu K. Roivainen.
 The man behind Simetek is active in other areas of his life besides work. Roivainen’s hobbies included forestry, hunting, motorsports, and building racing vehicles. In the past, he also rode snowmobiles competitively in enduro competitions.
The man behind Simetek is active in other areas of his life besides work. Roivainen’s hobbies included forestry, hunting, motorsports, and building racing vehicles. In the past, he also rode snowmobiles competitively in enduro competitions.
“My participation in motorsports has reduced in recent years to the occasional competition. Over the last few years I’ve spent more time on my hunting dog, who I raised and trained as a bird hunting dog. The dog has even seen success in shows. We came third at the two-day international hunting trials organised last autumn in Siilinjärvi,” says Roivainen.
Roivainen says that entrepreneurship requires hard work in the long-term, which he already became familiar with as a young child working on his family farm and in the forest. His numerous hobbies have since acted as a good counterbalance to his work.
“For me, machine shop entrepreneurship was aided by my training in power plant and marine engineering, plus the related practical operation and maintenance I needed for my certificate of competency. I also qualified as a machine automation engineer alongside my work in 1997.
The company opens its first office in Maaninka
In the early phase of the company, most of the commissions related to turnaround maintenance and the welding and installation of industrial piping, which Simetek still does today. Roivainen also carried out hygiene requirement-compliant piping for foodstuff factories and dialysis piping for a few hospitals.
Roivainen hired his first employee in early 1994, and the company became a limited liability company in the same year. Since then, the company has grown steadily. Over the years, the company has expanded its facilities three times. All of the expansions were the company’s own projects, completed by tendering partial contracts and hiring construction workers.
Asennuspalvelu K. Roivainen Oy’s first fixed office was in the premises formerly occupied by Sinikivi dairy in Maaninka, where Roivainen rented a 500 sqm space. That’s where machine shop operations really began, and in 1995 the company changed its name to Siilinjärven Metallitekniikka Oy.
The premises have undergone several expansions
 When the company began to feel a little short of space in the early 2000s, Roivainen built a hall just over 1000 sqm in Siilinjärvi, and changed the company’s name to Simetek Works Oy. The hall was first expanded in 2005, and then in 2011, premises for the machine shop’s service operations were built.
When the company began to feel a little short of space in the early 2000s, Roivainen built a hall just over 1000 sqm in Siilinjärvi, and changed the company’s name to Simetek Works Oy. The hall was first expanded in 2005, and then in 2011, premises for the machine shop’s service operations were built.
The most recent construction project was an expansion that took place from 2014–2015. The space now spans more than 5000 sqm. Simetek was also named Siilinjärvi company of the year in 2014.
The subsidiary Simetek Service Oy was set up in the early 2000s and at first operated out of municipal rented premises in the industrial area of Radantaus in Siilinjärvi. Nowadays, service is part of the overall service package along with other services, and Simetek Service merged with its parent company in 2017.
Quality and staff satisfaction are important
The gradual expansion of the premises has allowed for investments in quality and job satisfaction. The larger premises have been able to house a suitable number of machines and equipment for the scope of operations, and it’s nicer to work when you have space around you.
Right from the start, Simetek has completed all of its commissions as customised services for its customers, and the machine shop has no products of its own in production. Roivainen explains that at first, equipment was manufactured based on customers’ own drawings before the company began its own design operations in 2008. Nowadays, of course, it is still possible to have products made from ready drawings.
“I have experience and training in industrial equipment and its maintenance dating back to before I became an entrepreneur, but when it came to leading various aspects of the company’s operations, I had to learn the hard way and go to some supplementary courses,” explains Roivainen.
Quality, customer service, and expertise are factors that Simetek has never compromised on. Simetek also never promises anything it can’t do, and always sees jobs through to completion.
Operations to continue with the family at the helm
Roivainen is considering completing the generational change, for which preparations began 10 years ago by dividing the property and business companies. Roivainen withdrew from operative activities several years ago, and his children Timo Roivainen and Satu Räsänen have taken responsibility for management of the company.
“There have been some potential buyers from time to time, but we decided that Timo and Satu would continue the business and we would keep ownership in the family,” says Roivainen.
He has watched the younger generation manage the company with satisfaction. Roivainen says that Timo and Satu have succeeded well in taking care of long-standing customers as well as finding new ones. There are no complaints when it comes to financial figures, either.
Read an article about our services (in Finnish) on page 57 of the Savon Yritysuutiset newspaper.
Last year, Simetek purchased a new fine-particle plasma cutting machine (Thermcut CD3500), which is used to cut steels that are sent for further processing in machining and welding – or are sent directly as cuts to the customer. The procurement of the machine relates to a significant development project that is under way in the machine shop.


The procured machine combines the functionalities of a flame-cutter and a fine-particle plasma cutter in the same package. Flame-cutting is used to cut thicker structural steel sheets and wear plates. Fine-particle plasma meanwhile is able to cut thinner structural steel sheets at a faster cutting speed than is possible using flame-cutting. In addition, plasma can be used to cut stainless and armour steels, while flame-cutting cannot.
“The fine-particle plasma cutting machine uses various gases that it adjusts to cut sheets. This makes for a clean cut. The machine is also able to optimise the right cutting speed for each material and material strength. The flame-cutting console meanwhile uses oxygen and propane as cutting gases,” explains Simetek’s managing director Timo Roivainen.


Simetek’s own flame-cutting machine helps to anticipate work phases
The flame-cutting machine can be used to cut 150 mm thick sheets, while the plasma-cutter is limited to around 45 mm for stainless steel and around 60 mm for black steel. The largest sheet that can be cut is 2500 x 6000 mm. Simetek’s sheeting warehouse currently covers structural steel sheeting of 1–80 mm and acid-resistant sheeting of 1–35 mm, plus a large number of other special steels. The warehouse is stocked based on supply and demand.
The machine also has an angle cut feature, which indirectly also affects cleanliness and safety. The feature helps to avoid grinding and machining angles. This keeps the production facilities cleaner and improves ergonomics for welders.


The fine-particle plasma cutter is CNC-controlled and connected to the machine shop’s network. The foreman makes the cutting programs on the machine. In practice, they place the cuts on the sheet and the sheets then progress to cutting. The machine has a marking feature which allows you to add your own edge markings and threaded hole markings.
“The machine makes our production more efficient: its cutting speeds are modern, and we know precisely when the cuts are ready for the next work phase. The machine allows us to respond to customers’ urgent needs,” says Roivainen.


Simetek Works’ managing director Timo Roivainen has spent all of his holidays at work at Simetek since he was 15 years old. Later on, he took over responsibility for the company.
Like his sister, Satu Räsänen, Timo Roivainen was involved in the construction of the machine shop hall building, but then worked a number of other summer jobs from welding to driving and from flame-cutting to installing before he joined the company permanently.
“I only worked elsewhere for one summer, when I plastic-formed bales with a tractor. After that, I’ve spent all of my holidays here at Simetek,” explains Roivainen.
Roivainen began permanent employment at Simetek after his machine engineering studies in 2010, and took on the role of managing director of Simetek Service, which specialises in maintenance services. In 2017, the company merged with Simetek Works and Timo Roivainen took over responsibility for managing the entire company from his father Kari Roivainen.
The change in generation has not yet fully taken place, as Kari still owns the majority share of the company, although he no longer participates in operative activities. Timo and Satu are minor shareholders in the company.
Roivainen provides technical assistance to the foremen
Roivainen is active when it comes to hobbies, too, and is happy to work on design as well as installation. It wasn’t long before Roivainen grabbed the edging and welding tools and started to do customer work.
“It’s nice to do something you can see your handiwork in sometimes. You keep your skills up, and you also notice if there are any shortcomings in the hall. When you’re working yourself, you pay more attention and you can correct any issues,” Roivanen says.
He is otherwise happy to participate in the day-to-day management of work and provides technical assistance to the foremen. The experience he has gained over the years is useful as the other foremen haven’t worked at the company for as long.
A typical commission usually progresses either with the customer providing ready images which are used to calculate a quote, or with an initial survey on site, which is used by Simetek’s design department to make a layout and to negotiate details, which are then used to draw up a quote.
Simetek has a great team
Roivainen believes that the most challenging thing about work in the machine shop is getting things done on a certain schedule. Things often have to be done on quick cycles, and the availability of components can be a critical factor. Then you have to think about whether you can solve a problem in a different way.
“Especially in larger projects, it’s interesting to think about how to manage the project as a whole. One good example is the Mussalo project. Of course, even a small job can be a nice challenge, and the value of a project in monetary terms doesn’t always correlate to how challenging a job is.
In larger projects, you need to consider the overall management of the commission, and then tender and purchase components, for example. There is also pressure to stay within the total budget.
Roivainen says that there has not yet been a job that could not be solved. He has gained experience over the years, which makes it easy to solve challenges.
“We also have a great team here, and we solve problems together.”
Design activities have attracted larger projects
When Roivainen compares current operations to previous years, he believes that the machine shop has begun to receive larger projects, at least in terms of turnover, through design activities. Investments have been made in staff satisfaction and in listening to staff.
“We have a positive atmosphere. You notice that the employees think of what’s best for the company,” says Roivainen in praise of the staff.
A development project to increase operational productivity is currently under way at Simetek. It aims to do this by making the machine shop equipment more modern. Roivainen says that this is important in order to retain competitive ability and obtain labour.
“Modern equipment is directly linked to job satisfaction and makes recruitment easier,” he says.
Active hobbies
As a counterbalance to his work, Roivainen enjoys hunting, motorcycling, snowmobiling, and chopping firewood. Rally driving used to be like a second job to him. He spent his weekends attending competitions and his weekday evenings working on a car. At his peak, Roivainen was even competing nationally. Since then, coronavirus and a lack of time have meant he hasn’t been able to enjoy motorsports as much.
Roivainen’s family includes his partner, his 11-year-old son, and two poodles.